धातु काट्ने क्रममा फाईलहरू स्प्ल्याश हुन्छन्। सीएनसी सटीक मेसिनिंग पीए भागहरूको काट्ने धातु भन्दा फरक छ। यो पेन्सिल तिखार्ने प्रक्रिया जस्तै हो, कटर वरिपरि घुमाउरो स्क्र्याप संग। प्रक्रियाको क्रममा, स्क्र्यापहरू जम्मा हुन्छन् र तापक्रम बढ्छ, र PA स्क्र्यापहरू पग्लिनेछन् र कटरमा टाँसिनेछन्। सफा गर्न गाह्रो छ। सामान्य समाधान भनेको काट्ने गतिलाई कम गर्नु, कटरलाई बीच-बीचमा उठाउनु र शीतलक तरल पदार्थ थप्नु हो। जे होस्, PA को प्रशोधन गर्दा, स्क्र्याप फिलिफर्म र टाँसिएको हुन्छ, र यसलाई शीतलक तरलले धुन सकिँदैन। ब्लोअर बन्दुक कूलेन्ट तरल पदार्थ भन्दा बढी प्रभावकारी हुन्छ। र कटरसँग नायलॉन फिलामेन्टको मिलन रोक्नको लागि हामी निरन्तर उडाउन उच्च दबाव ब्लोअर बन्दुक प्रयोग गर्छौं।
सीएनसी प्रेसिजन मेसिनिंग पीए पार्ट्स
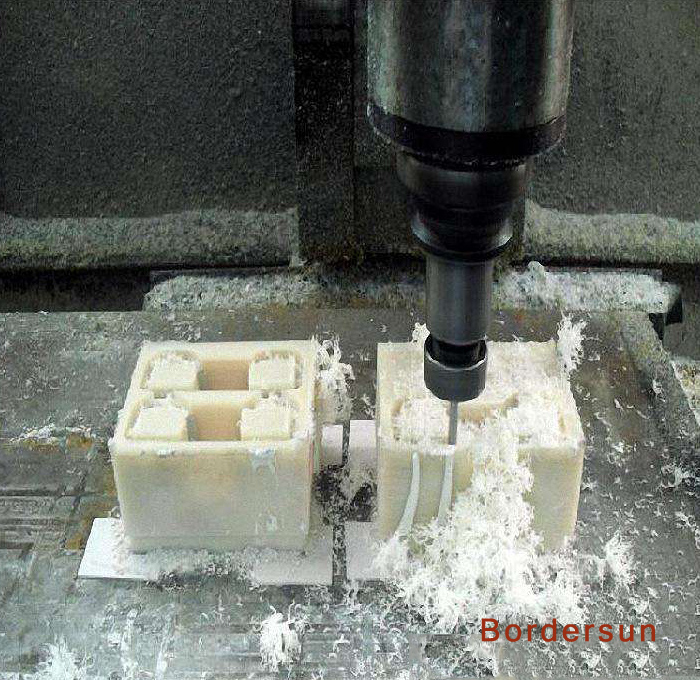
धातु काट्ने क्रममा फाईलहरू स्प्ल्याश हुन्छन्। सीएनसी सटीक मेसिनिंग पीए भागहरूको काट्ने धातु भन्दा फरक छ। यो पेन्सिल तिखार्ने प्रक्रिया जस्तै हो, कटर वरिपरि घुमाउरो स्क्र्याप संग। प्रक्रियाको क्रममा, स्क्र्यापहरू जम्मा हुन्छन् र तापक्रम बढ्छ, र PA स्क्र्यापहरू पग्लिनेछन् र कटरमा टाँसिनेछन्। सफा गर्न गाह्रो छ। सामान्य समाधान भनेको काट्ने गतिलाई कम गर्नु, कटरलाई बीच-बीचमा उठाउनु र शीतलक तरल पदार्थ थप्नु हो। जे होस्, PA को प्रशोधन गर्दा, स्क्र्याप फिलिफर्म र टाँसिएको हुन्छ, र यसलाई शीतलक तरलले धुन सकिँदैन। ब्लोअर बन्दुक कूलेन्ट तरल पदार्थ भन्दा बढी प्रभावकारी हुन्छ। र कटरसँग नायलॉन फिलामेन्टको मिलन रोक्नको लागि हामी निरन्तर उडाउन उच्च दबाव ब्लोअर बन्दुक प्रयोग गर्छौं।

सीएनसी सटीक मेसिनिंग PA भागहरूको मेसिनिंग पछि, भागहरूको सतहले चक्रीय ढाँचा प्रकट गर्दछ, र यसलाई पोलिश गर्न गाह्रो छ। धातुका भागहरू विभिन्न प्रकारका स्यान्डपेपरसँग पालिश गर्न सकिन्छ। यद्यपि, यदि तपाईंले स्यान्डपेपरसँग सीएनसी सटीक मेसिनिंग PA भागहरू पोलिश गर्नुभयो भने, स्यान्डपेपरमा पेस्टको तह बन्नेछ र प्रभाव थोरै हुन्छ। बोर्डरसनले काठको काम गर्ने पालिश गर्ने मेसिन प्रयोग गर्दछ, पालिस गर्ने गति धातु पालिशको साथ समान छ। यदि तपाइँ सीधै सतहमा पेन्ट गर्नुहुन्छ भने, पेन्ट बन्द हुनेछ। PA सामग्रीको सतहमा चित्रकलाको आसंजन बढाउनको लागि, विशेष कोटिंगको तह आवश्यक छ, त्यसपछि चित्रकारी र रंग बनाउन सकिन्छ।

workpiece को घुमाउरो किनारा सावधानीपूर्वक पालिश गर्नुपर्छ। CNC सटीक मेसिनिंग PA भागहरू प्रशोधन गर्दा, धेरै साना प्लान्टहरूले "R" कोणलाई सही कोणमा बनाउँदछ। बोर्डरसनले प्रत्येक परियोजनाको लागि योजना र विनिर्देशहरू अनुकूलित गर्नुहोस्, उत्पादन प्रक्रियालाई कडाइका साथ नियन्त्रण गर्नुहोस्, अर्को प्रक्रियामा NG उत्पादन प्रवाहलाई रोक्नको लागि अर्को प्रक्रियामा जानु अघि परीक्षण र परीक्षण गर्नुहोस्। एक परियोजना इन्जिनियरलाई गुणस्तर र प्रगति सुनिश्चित गर्न प्रत्येक परियोजनाको पालना गर्न नियुक्त गरिनेछ, तपाईंले प्राप्त गर्नुभएको CNC परिशुद्धता मेसिनिङ PA पार्ट्सहरू तपाईं आयाम, एसेम्बलिङ, र सतहको उपचारमा चाहानुहुन्छ, र तपाईंले तिनीहरूलाई समयमै प्राप्त गर्न सक्नुहुन्छ भन्ने कुरा सुनिश्चित गर्नका लागि। ।