



व्यावसायिक निर्माताहरूको रूपमा, Bordersun तपाईंलाई उच्च गुणस्तरको मेटल र्यापिड प्रोटोटाइप प्रक्रिया प्रदान गर्न चाहन्छ। र हामी तपाईंलाई उत्तम बिक्री पछि सेवा र समयमै डेलिभरी प्रदान गर्नेछौं।
धातु द्रुत प्रोटोटाइप प्रक्रिया
मेटल र्यापिड प्रोटोटाइप, जसलाई द्रुत मेटल प्रोटोटाइप वा धातुका भागहरूको द्रुत प्रोटोटाइप पनि भनिन्छ, द्रुत र कुशलतापूर्वक धातु प्रोटोटाइपहरू थप्ने उत्पादन प्रविधिहरू प्रयोग गरेर निर्माण गर्ने प्रक्रियालाई जनाउँछ। यी प्रविधिहरूले जटिल ज्यामितिहरू र कार्यात्मक धातु भागहरू सिर्जना गर्न परम्परागत मेसिन वा उपकरण प्रक्रियाहरूको आवश्यकता बिना अनुमति दिन्छ।
त्यहाँ धेरै धातु द्रुत प्रोटोटाइप प्रक्रियाहरू उपलब्ध छन्, प्रत्येकको आफ्नै फाइदाहरू र विचारहरू छन्। यहाँ केहि सामान्य रूपमा प्रयोग गरिएका विधिहरू छन्:
1.Direct Metal Laser Sintering (DMLS): DMLS ले धातु पाउडर कणहरूलाई छनोट गरी फ्यूज गर्नको लागि उच्च-शक्तियुक्त लेजर प्रयोग गर्दछ, लेयर-दर लेयर, इच्छित धातुको भाग सिर्जना गर्न। यसले उच्च सटीकता, राम्रो सतह समाप्त, र जटिल आकारहरू उत्पादन गर्ने क्षमता प्रदान गर्दछ। DMLS मा सामान्यतया प्रयोग हुने सामग्रीहरूमा स्टेनलेस स्टील, टाइटेनियम, एल्युमिनियम र कोबाल्ट-क्रोम समावेश छन्।
2.Selective Laser Melting (SLM): SLM DMLS जस्तै हो तर यसलाई सिन्टेर गर्नुको सट्टा धातुको पाउडरलाई पूर्ण रूपमा पगाल्ने समावेश गर्दछ। यसले सुधारिएको मेकानिकल गुणहरूको साथ एक घन भागमा परिणाम दिन्छ। SLM प्रायः टाइटेनियम, एल्युमिनियम र निकल मिश्र जस्ता सामग्रीहरूसँग प्रयोग गरिन्छ।
3.Electron Beam Melting (EBM): EBM ले धातुको पाउडर पगाल्न र चाहिएको भाग बनाउन इलेक्ट्रोन बीम प्रयोग गर्दछ। यसले उच्च निर्माण गति प्रदान गर्दछ र टाइटेनियम र कोबाल्ट-क्रोम जस्ता सामग्रीहरू प्रशोधन गर्न सक्छ। EBM ठूला-ठूला भागहरूको लागि विशेष गरी उपयुक्त छ।
4.बाइन्डर जेटिंग: यस प्रक्रियामा, एक तरल बाइन्डरलाई छनोट गरी धातुको पाउडर तहहरूमा जम्मा गरिन्छ, तिनीहरूलाई एकसाथ बाँध्छ। एकपटक भाग पूर्ण रूपमा प्रिन्ट भएपछि, यसको अन्तिम बल प्राप्त गर्नको लागि सिन्टरिङ वा घुसपैठ जस्ता माध्यमिक प्रक्रियाबाट गुज्रिन्छ। बाइन्डर जेटिंग स्टेनलेस स्टील, कांस्य, र उपकरण स्टील सहित विभिन्न धातुहरु संग प्रयोग गर्न सकिन्छ।
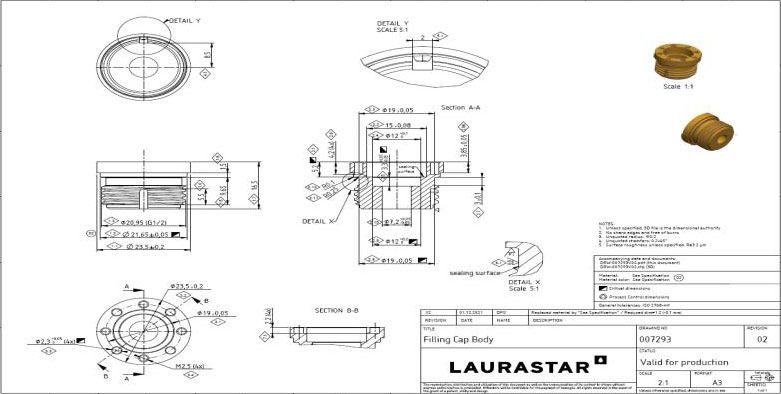
सीएनसी मेसिनिंग एल्युमिनियम प्रोटोटाइप
कम घनत्व, हल्का तौल, राम्रो कठोरता, र एल्युमिनियमको सजिलो मेसिनिङको कारण, यो उच्च परिशुद्धता भागहरू, जिगहरू र फिक्स्चरहरूको पहिलो-छनोट सामग्री बन्छ। र सीएनसी मेसिनिंग एल्युमिनियम प्रोटोटाइप एयरोस्पेस, उड्डयन, अटोमोबाइल, चिकित्सा र घरेलु उपकरणको क्षेत्रमा हात मोडेलको लागि व्यापक रूपमा प्रयोग गरिन्छ।

सीएनसी मेसिनिङ एल्युमिनियम प्रोटोटाइपको पूर्वनिर्धारित आयाम सहिष्णुता ± ०.१ मिमी बीचमा छ। यदि ग्राहकहरूलाई 0.1mm भन्दा कम सहिष्णुता चाहिन्छ भने, 2D फाइलहरू PDF, DWG वा DXF को ढाँचामा प्रदान गर्न आवश्यक छ। तपाईंले प्राप्त गर्नुभएको प्रोटोटाइप आयाम र परिशुद्धतामा सही छ भनी सुनिश्चित गर्न, Bordersun ले प्रोटोटाइपको 10 भागहरूको लागि पूर्ण-स्केल मापन रिपोर्टहरू प्रदान गर्नेछ।
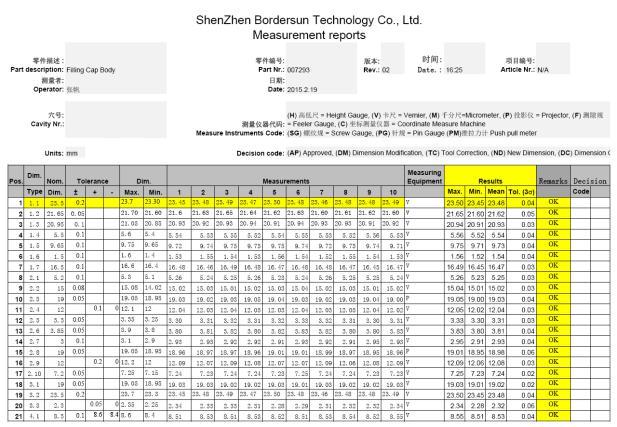
(मापन रिपोर्ट) (4-2)
सान्दर्भिक इलेक्ट्रोलाइट, विशेष प्रक्रिया र बिजुली प्रवाहको साथ, एल्युमिनियम मिश्र धातुको सतहले ओक्सीकरण फिल्म उत्पादन गर्नेछ। फिल्म सुरक्षात्मक र सजावटी छ। सीएनसी मेसिनिंग एल्युमिनियम प्रोटोटाइपको एनोडिक अक्सीकरण सतह उपचार प्रचुर मात्रामा छ, र सबै रंग बनाउन सकिन्छ।

अक्सिडाइज्ड रङ पछि, सीएनसी मेसिनिंग एल्युमिनियम प्रोटोटाइप सील गर्न आवश्यक छ। माइक्रोपोरलाई सील गर्दै, ताकि रंजक अणु नाली नहोस्, र सतहको प्रकार्य र सजावट सुरक्षित गर्न सकिन्छ। कलरिमिटरको अभावको कारण, सानो कार्यशालाले Pantone तुलना गरेर दृश्य निर्णय गर्दछ, जसले त्रुटि र ग्राहकहरूलाई असन्तुष्ट पार्न सक्छ। मुख्य कारण यो हो कि घर्षण ब्लास्टिङ समान रूपमा वितरित हुँदैन, र यसले एनोडिक अक्सीकरण पछि दुई फरक सतहहरूमा परिणाम दिन्छ।








